Field trials at USDA Beltsville Agricultural Research Center are testing six Taiwanese-style digesters, each treating up to 42 gallons of manure daily. A variety of studies have been conducted.
Stephanie Lansing and Walter Mulbry
BioCycle October 2014
The U.S. Department of Agriculture’s Agricultural Research Service (ARS) oversees the Beltsville Agricultural Research Center (BARC) located in Beltsville, Maryland. Partly due to its location within the Chesapeake Bay watershed and partly due to its proximity to federal regulators in Washington D.C., BARC has nutrient management as one of its primary research areas. One component of that research has focused on manure treatment and the fate of manure nitrogen and phosphorus within the watershed. BARC’s dairy research unit operates a small dairy that uses a manure scraper system and complete mixed digester for managing the manure of approximately 110 milk cows, five dry cows, and 35 heifers. The BARC digester (143,000-gallon total volume, 106,000-gallon liquid volume) was designed to receive the liquid fraction of the manure post-solids separation. The digester was built in 1994 and designed to operate as a complete mixed system at 95°F, based on a larger herd size of 450 total head with 225 lactating cows. Biogas from the digester is used in a small boiler to maintain digester temperature.

BARC’s dairy research unit includes 110 milk cows.
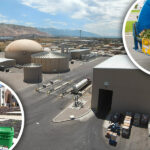
A scraper system removes manure from the barn (1), which is then pumped (2) to a separator. Liquids are anaerobically digested (3) and manure solids are composted nearby (4).
Field-Scale Digesters
To evaluate the potential for low technology and low cost digesters for small dairies, BARC and researchers from the University of Maryland installed six modified Taiwanese-model field-scale (FS) digesters near the original dairy manure digester. The FS units receive the same post-solids separation liquid manure as the BARC digester. Each unit treats up to 42 gallons of manure daily, corresponding to the waste from approximately two lactating dairy cows/digester or 12 lactating dairy cows for the entire system. These very small units are not intended as a practical model applicable for dairies. Instead, this size represents a compromise between the desire for small inexpensive units and the need for units large enough to mirror field conditions on farms similar to those encountered by full-scale digesters. Construction of multiple FS units enables researchers to conduct simultaneous replicated tests of digester operating parameters and inputs at the field scale.
The FS digesters are composed of a PVC-based digester bag with a 40-mil thick membrane, which has been successfully used in Central and South America. The bags cost approximately $500 each, as compared to equivalent-sized concrete digesters at approximately $1,100. The bags are easily bonded to PVC piping using readily available PVC primer and cement, and rubber ties to create an airtight seal. Each digester has a total capacity of about 800 gallons and operates at a liquid capacity of 67 percent, with 33 percent headspace for biogas collection.
Since these Taiwanese-model digesters are typically installed on the ground in tropical climates, adding insulation and a heating system constituted a major part of adapting them to Maryland’s much cooler climate. The digester bags are inside 42-inch HDPE drainage culverts to protect, insulate and maintain the desired shape of the digesters. The inside of the culverts contain an insulated foam nest of custom cut 3-inch thick expanded polystyrene that extends halfway up the sides of the bags. A radiant barrier composed of a polyethylene-core between two layers of aluminum foil was installed above the digester bags to reflect rising heat down towards the digesters. The outside of the culverts were further insulated by a layer of plastic sheeting, a layer of 2-inch closed foam insulation boards and a final layer of 5 mil plastic sheeting. Gaps between the outside of the corrugated culvert pipe and insulation board were filled with spray foam.
For supplemental heat, an influent heating kettle and radiant heating pipes circulating between the digester bags and the foam nest was installed for each digester bag. The kettle is fabricated from stainless steel with an inner vessel, outer vessel and heat shield. The outer vessel is filled with a water/propylene glycol solution heated to 122°F. The propylene glycol mixture is circulated in the radiant piping under the digester bags to provide additional heating to the length of the digester.
The FS digesters are operated without mixing. Separated manure (liquid effluent from the solid separator) is first pumped into the heating kettle, from which it flows by gravity into one of the six digesters. Manure moves through the digester in a plug fashion during the 12 to 17-day hydraulic retention time, and exits, by gravity, to a downstream holding tank. From the holding tank, the treated manure is pumped back into the BARC post-digestion lagoon storage system.

For the field trials, liquid manure is diverted from the main manure management system (1), heated, and then flows into one of 6 insulated field-scale (FS) digesters (2). A close-up of the inside of the structure holding the digester bags shows insulation and pipe that feeds manure into the bag (3).
Water traps are installed for removal of condensed moisture from the biogas. Additional desiccant columns are used in the summer months only for additional moisture removal. The majority of the FS digesters have been operated without hydrogen sulfide (H2S) scrubbing. However, H2S scrubber efficacy was tested on one digester to compare H2S removal against the other untreated digesters. The scrubber system was comprised of a polycarbonate cylinder layered, from bottom to top, with pea gravel, a biomat filter, and an iron-based adsorbent (SulfaTreat™).
The cost of the FS design was approximately $2,100/insulated digester bag ($12,600 for the 6 digesters), with additional costs of $2,700 for the heating kettle/radiant piping system for the 6 digesters and $1,500 for conveyance, totaling $16,800 for the system. This does not include site preparation ($10,000) nor the electric valves and automated control system ($10,000).
Research Examples
Initial tests focused on determining the performance and variability among the digesters. The FS units typically each produce about 1.5 cubic meters of biogas (about 1 cubic meter of methane) per day at 30°C. (Collected methane from the FS units goes to a household gas grill at the site.) This rate matched that of the dairy’s large digester when normalized for loading rate. Average production rates (0.33 m3 CH4 per kg volatile solids) were on the high end of values reported for dairy manure digesters. It is likely that use of solids-separated manure as the digester influent (rather than unseparated manure containing less degradable sawdust) was an important factor.
The first study using the FS units tested the effect of three different inoculum amounts on digester start-up. In this study, duplicate digesters were filled using three inoculum amounts representing 25, 33 or 50 percent of the digester’s liquid volume, respectively. After two days of equilibration, all digesters began receiving 30 gallons of manure daily and were maintained at 30°C (86°F). Results showed that mean biogas production varied about 10 percent between replicates during the 4-month trial. Mean biogas production was not significantly different between treatments during the trial. However, biogas production varied considerably depending on the dairy’s water use. Water use was relatively stable in cold weather but increased almost 2-fold during hot weather when water misters were used to cool the animals.
The most recent study (to be presented by Osman Arikan, a visiting scientist from Turkey at BioCycle East Coast Conference 2014 on October 29) evaluated the effect of digester temperature on digester performance. Duplicate digesters were operated at 22°, 28° or 35°C (72°, 82° and 95°F, respectively). Results showed that mean methane production from digesters operated at 28°C was approximately 10 percent lower than that from digesters operated at 35°C. Methane production values from digesters operated at 22°C were roughly 30 percent lower than values from digesters operated at 35°C. Since digester heating represents an unwanted energy drain for digesters, operating digesters at 28°C could improve net energy values for small digester systems.
Stephanie Lansing is an Assistant Professor of Ecological Engineering in the Environmental Science and Technology Department at the University of Maryland. Walter Mulbry is a microbiologist with the USDA’s Agricultural Research Service in Beltsville, Maryland.