
A low cost, low emissions composting system demonstrated in the San Joaquin Valley proved to be an effective tool in improving air quality. Part II
R. Horowitz, K. Barnes, J. Jones, P. Moon, T. Card, C.E. Schmidt and D. Noble
BioCycle October 2013, Vol. 54, No. 10, p. 33

A pair of 1.5-inch fire hoses and nozzles were attached to the end of the piler and hooked to the site’s water truck to wet the ground materials as they discharged.
Part I of this article (“Low Emissions Composting In California,” August 2013) provided an overview of the research project, which compared emissions from positively aerated extended aerated static piles (eASP) with emissions from conventional windrows. Experimental methods were described. Part 2 discusses eASP design and construction, including moisture management, the photovoltaic and aeration systems, as well as the emissions sampling plan. Finally, lessons learned are reviewed, which will benefit operators considering process changes to enhance sustainability and reduce emissions.
The eASP system consisted of three ASP zones laid against one another. Each zone was 90-feet long, 30-feet wide and 10-feet high. The eASP is constructed with a 1-foot-thick plenum layer of coarse-ground wood chips on the bottom, about 8-feet of fresh green waste on top of the plenum layer and a 1-foot-thick mature compost cap that works as a biofilter. Each zone of the eASP had its own photovoltaic power system to operate a blower with adjustable cycle times. For this project, blowers were cycled on for two minutes out of every 20, or six minutes per hour, 24 hours a day.
Each zone was underlain by four 90-foot lengths of inexpensive 4-inch-diameter pipe, available in 10-foot sections at home improvement stores. A 10-foot section at each end of the 90 foot-long pipe was solid; the middle 70 feet were perforated. The perforations were placed at the 4 o’clock and 8 o’clock positions, facing downward to prevent plugging. Each zone had a manifold made of durable 6-inch-diameter pipe connected to the blower with a rubber fitting.
The photovoltaic system, blower and manifolds were specified by Peter Moon of O2Compost, who designed the eASP system for this research project. One of the goals of the TAP program is to scale up technologies that appear to offer significant emissions reductions. Previous composting projects designed by Moon process an average of about 15,000 tons/year of material, whereas the average green waste composting facility in the San Joaquin Valley handles about 45,000 tons/year, with a range of 20,000 tons to more than 500,000 tons. Three zones were built for optimal efficiency during the emissions sampling phase; however, the system appears to be completely scalable. In fact, the more zones that are laid against one another, the better a potential operator would be able to maximize utility of the site footprint and reduce potential side wall fugitive air emissions.

The photovoltaic power system is comprised of panels, an inverter, a battery bank and a system of switches and timers all enclosed within a durable metal cabinet.
Another benefit of positive aeration is not having to maintain a separate biofilter, which must be kept damp and weed-free — and over time, can develop channels and leaks that compromise their effectiveness. The TAP team was keenly aware that many air districts — including San Joaquin Valley’s — require regular biofilter permitting and costly source testing. The research project found that placing the compost cap carefully on the pile and ensuring the slopes are covered creates a seal and provides very high rates of emissions control.
Conveyors Instead Of Loaders
The “conveyorization” system for pile construction was the brainchild of Kevin Barnes, longtime manager of the City of Bakersfield’s 200,000 tons/year composting facility. Barnes estimates that diesel trucks ferrying feedstock to and from the windrows at the city of Bakersfield’s 97-acre facility drive about 40,000 miles/year and consume roughly 16,000 gallons of diesel annually. Not only does this cause air pollution, it drives up the cost of operations. The switch from long windrows to short, rectangular eASPs opened up the possibility of using conveyors to move material around the composting site, build the piles and place the compost cap.
Fixed conveyors, like the ones used at quarries, limit the flexibility often needed at a composting site. In his search for solutions, Barnes came across mobile pilers used to place potatoes into storage sheds. The pilers are on wheels and can easily be moved around; they can also be paired with multiple intermediate conveyors to make a system hundreds of feet long. The piler’s boom can be moved up, down, and side to side using a remote joystick. It also retracts and extends, which is ideal for going back to place the compost cap on a section of already-built ASP.
The piler and the conveyors all run on relatively small electric motors, which can be run off a generator or plugged into the grid if it is nearby. A generator was used for the purposes of this project. Barnes was able to rent a piler with a 30-inch-wide belt from a local potato grower for a month. (The largest pilers have 42-inch belts.) This piler, which can move about 120 cubic yards/hour, was mismatched with the site’s existing 860-hp Morbark grinder. Therefore, a Komptech Crambo 5000 slow-speed shredder was rented and configured to discharge directly into the conveyor system. Barnes’ team built a hopper out of plywood and 2-by-4s that was mounted to the top of the table conveyor to help funnel the discharge.
Moisture Management
Because the three ASP zones were not turned during the active phase of composting, it was important that materials be wetted to the upper end of acceptable moisture content during pile construction. A pair of 1.5-inch fire hoses and nozzles were attached to the end of the piler and hooked to the site’s water truck to wet the ground materials as they discharged. The two strong sprays of water hitting the discharge from both sides accomplished the goal of getting the materials wet — sometimes too wet, but this approach could easily be refined for future operations.
Biofilters need to be kept damp to solubilize the VOC gases emitted, and to support the microbial organisms that consume VOCs and other compounds as the pollutant-laden air passes through the pore spaces and dissolves in the water surrounding the compost cap particles. This is necessary since this microbial action takes place in the aqueous phase on the surfaces surrounding the organic particles. A pile irrigation system, which consisted of lawn sprinklers mounted onto homemade “sleds” made from materials found at any hardware store, was built to maintain dampness and, optimally, to deliver a little water into the pile during the composting process. Each eASP zone used three sleds, timed to water five minutes out of every hour for 12 hours per day.
According to the mitigation measures in the air district’s compost rule, windrow tops must be wet to a depth of 3 inches before turning. Though evaporation was nearly constant under the test conditions, for the most part the compost cap met this criteria. This appears to be an important factor in the 98.9 percent VOC reductions, and the results seem to add support to the air district’s approved mitigation measure.
Emissions Sampling
Schmidt and Card designed the air emissions sampling plan. Schmidt has years of experience sampling emissions at composting sites using the U.S. EPA-approved modified flux chamber, and has been at the forefront of efforts to adapt it for high-flow sources like compost piles, which suck air in near the ground and vent it out, like a chimney, through the top. Card prepares and manages the sampling media and collects the site engineering metric data. Using data from the samples Schmidt has sent to the lab, he converts measurements of gas concentration into fluxes and ultimately into emissions factors.
Specific areas for air emissions sampling were demarcated on the tops of the eASPs, ensuring those zones would neither be compacted by walking nor punctured with a temperature probe. The sampling plan called for 84 flux chamber samples from the three eASPs and three control windrows, covering the full 22-day active composting period. To make the best use of Schmidt’s time and the team’s resources, three separate ASP zones and windrows were built one week apart. This way, the emissions sampling team was only actually on site for about one week total out of the month the project was active, but was able to obtain sufficient data points from different points in the compost cycle to provide realistic emissions curves for both the eASPs and windrows.
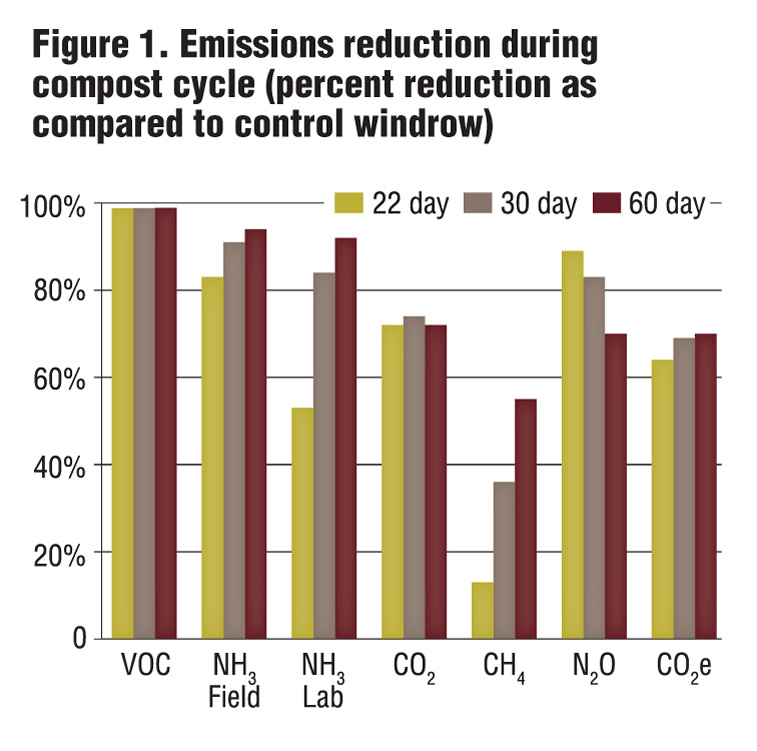
Figure 1. Emissions reduction during compost cycle (percent reduction as compared to control windrow)
Temperatures And Testing
The research project was conducted in August 2012, a brutally hot month in the San Joaquin Valley. Temperatures soared to more than 100°F every day, and occasionally climbed past 110°F. Sprinkler failure would result in immediate biofilter desiccation. In addition to making working conditions miserable for site workers and the research team, the photovoltaic control units in their white metal boxes were in the direct sun and the components inside needed to stay cool. The boxes are equipped with thermostats and small exhaust fans to control temperatures within the box. These wound up running all of the time, drawing down the batteries. The thermostat was turned to its highest setting, an adjustment not considered ideal.
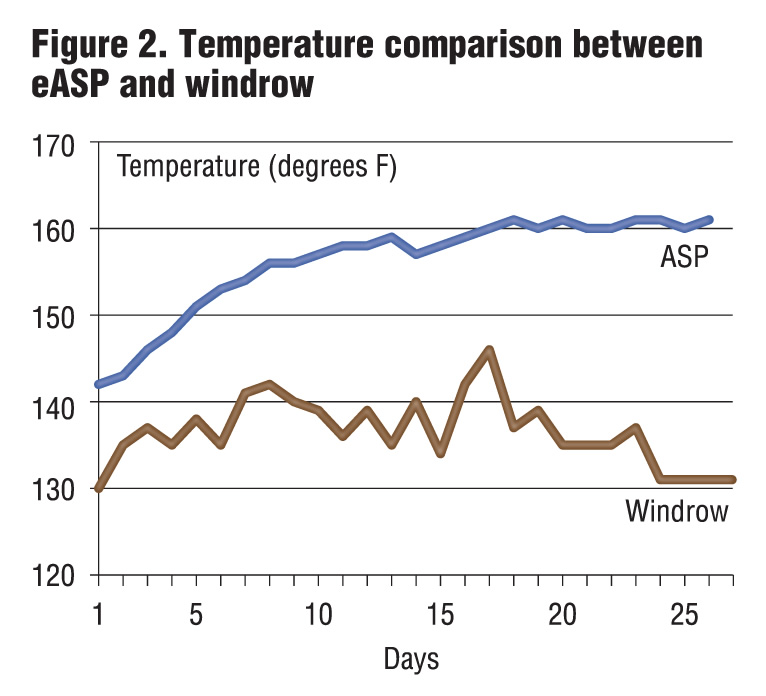
Figure 2. Temperature comparison between eASP and windrow
Overall Lessons
Important lessons were learned from this project, which could have a major influence on composting in all impacted air basins. First and foremost is that positive aeration with a compost cap is a low-cost method to achieve significant emissions reductions. Several inherent advantages of positive air include:
• Less energy is needed to pump air into piles than to suck it out, meaning that smaller, lower-horsepower blowers are more feasible.
• Blowers that suck air out of piles need to be corrosion-resistant, driving up cost and driving down blower life.
• Positive air systems keep composting emissions “fugitive.” This might sound bad at first, but it’s actually a good thing in this case. Fugitive emissions is an air district term for emissions that cannot be captured and routed through an emissions control device. As such, control devices are not required. Given the achieved control efficiency of the low flow positive air ASP coupled with the biofilter layer (compost cap), the fugitive emissions measured from this composting technology result in a control efficiency that is on par with the best emissions control systems in the industry.
The latter point is important because air pollution control districts consider permanent biofilters, such as would be used with a negative aeration system, to be an emissions control “device” that must be permitted and tested every few years for efficacy. The biofilter cap provides a fresh, biologically active emissions control layer for each new pile. The layer provides insulation for pathogen reduction, and the operator can visually inspect the cap to ensure proper coverage and moist conditions.
Practical Lessons
Any time a pilot- or small-scale system is ramped up to commercial size, problems and potential solutions come to the fore. This project gives a good idea about what some of those problems and solutions might be:
• Grinders and conveyor systems must be evenly matched. If the grinder has higher capacity, it will bury the conveyor system, resulting in down time and headaches to dig out. If the grinder is too slow, the conveyors will operate at less than capacity, and pile construction will take too long.
• In a permanent system, the twin-fire nozzle system would be refined to moisten the feedstock at multiple points along the conveyor rather than all at once as it falls off the end. This would prevent spraying more water than can be absorbed at once, which led to some puddling on the ground.
• Until there is a way to add moisture to the center of an ASP, feedstock must be wet to maximum capacity during construction. Since oversaturation can happen easily, a drain system is necessary to capture and hopefully reuse any liquids that weep from the pile. A small, solar-powered pump could be used for this purpose.
• Even though photovoltaic panels are made to be out in the hot sun, other solar electric componentry must be kept cool. Protect inverter boxes and other components by placing them under a structure (e.g., temporary tenting or permanent, depending on site).
• Thin plastic drain pipe is impossible to salvage during pile deconstruction. Permanent operations should consider using thick-wall HDPE pipe (on-grade) or formed trenches (in-grade) as a permanent method to deliver air flow to the piles. Some facilities reuse thick-wall HDPE pipe over and over again for several years, as it can be pulled out from a pile with a choker.
• Even the longest temperature probe cannot reach deep into an ASP, and this action is very hard on the probe. Future research projects and permanent systems should consider use of new generation data loggers buried in the pile, which could record temperature and other data continuously. It is key to flag them for removal.
Conclusion
Despite the learning curve and the brutal weather, the SJV Air District considers this TAP project an unqualified success. Not only were direct pile emissions vastly reduced (well over the 80 percent benchmark used for mandatory emissions controls in the district), diesel use during pile construction and active-phase management was reduced by 87 percent, which brings significant air quality benefits. Water use was reduced by 20 percent; if that water is pumped, then pump emissions also would be reduced. More importantly, the project proved that a simple solution may be available to a complex problem of how commercial-scale composting can thrive in an air pollution non-attainment zone, while reducing impacts on air quality, decreasing costs and increasing sustainability.
The San Joaquin Valley is home to more than half of California’s composting infrastructure. The valley’s farms — a key component of the area’s economic health (and thus jobs and revenues) — need low-cost soil amendments to maintain fertility. Compost made from urban residuals is the most sustainable way to provide that fertility. “We’re excited by the large potential benefits demonstrated through this innovative approach,” says Samir Sheikh, director of the San Joaquin Valley Air District’s Technology Advancement Program. “The district is proud to have funded this project, which will not only help clean the valley’s air, but will also help maintain the vitality of the composting industry.”
Robert Horowitz is a Supervising Integrated Waste Management Specialist with CalRecycle. Kevin Barnes manages the City of Bakersfield’s (CA) composting facility. John Jones is with Harvest Power, Inc.; Peter Moon, P.E., is with O2Compost; Tom Card is an air emissions specialist; Chuck Schmidt is with CE Schmidt & Associates, and Dan Noble is Executive Director of the Association of Compost Producers.







